
东莞朝洪机器人自动化有限公司
- 1
- 2
- 3

技术分析:焊接工艺中,不同的焊接方法对焊缝质量有哪些影响?
在工业生产领域,焊接技术作为连接金属部件的重要手段,其应用广泛且至关重要。焊缝质量的好坏直接关系到整个焊接结构的强度、稳定性和使用寿命。
因此,今天小朝带大家探讨不同焊接方法对焊缝质量的影响,帮助提升焊接工艺、提高产品质量的效益。
01 焊接电流、电弧电压、焊接速度对焊缝的影响
-
焊接电流
焊接电流增大时(其他条件不变),焊缝的熔深和余高增大,溶宽不变(或略微增大),原因如下:
① 电流增大后,工件上的电弧力和热输入均增大,热源位置下移,熔深增大。熔深与电流近于正比关系。
② 电流增大后,焊丝熔化量近于成比例地增多,由于溶宽近于不变,所以余高增大。
③ 电流增大后,弧柱直径增大,但是电弧潜入工件的深度增大,电弧斑点移动范围受到限制,因而溶宽近于不变。 -
电弧电压
电弧电压增大后,电弧功率加大,工件热输入有所增加,同时弧长拉长,分布半径增大,因而熔深略有减小而溶宽增大;余高减小,这是因为溶宽大,焊丝熔化量却稍有减小所致。 -
焊接速度
焊接速度增大时线能量减小,熔深和溶宽、余高都减小。这是因为单位长度焊缝上的焊丝金属的熔敷量和焊接速度成反比,溶宽则近于焊接速度的开方成反比。
02 焊缝成型缺陷以及缺陷形成的原因
- 未焊透:熔焊时,接头根部未完全焊透的现象叫未焊透。形成的原因是焊接电流小,焊速过高或坡口尺寸不合适及焊丝未对准焊缝中心等造成。细焊丝短路过渡CO2焊时,由于工件热输入低,容易产生这种缺陷。

- 烧穿:熔焊时,熔化金属自焊缝背面流出,形成穿孔的现象叫烧穿。焊接电流过大、焊速过小或者间隙坡口尺寸过大都可能形成这种缺陷。

-
咬边:在沿着焊缝的母材部位,烧熔形成凹陷或沟槽的现象叫咬边。大电流高速焊时可能产生缺陷。腹板处于垂直位置的角焊缝焊接时,如果一次焊接的焊脚过大或者电压过高时,也会产生咬边,焊对接接头时操作不当亦会产生。
-
焊瘤:熔焊时熔化金属流淌到焊缝以外未熔合的母材上形成金属瘤的现象叫焊瘤。焊瘤是由填充金属过多引起的,这与间隙和坡口尺寸小、焊速低、电压小或焊丝伸出长度大等有关。

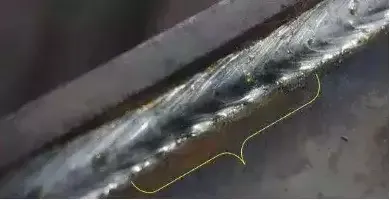
03 不同的焊接方法会产生不同的焊缝形状
手工电弧焊:通常为窄而深的焊缝,表面略带凸起,具有一定的波纹状。但由于手工操作,焊缝焊缝一致性差,焊渣需清除。电弧焊自动化:电弧焊利用电弧的热量熔化工件实现连接。根据电弧介质的不同,电弧焊可分为多种类型,如氩弧焊、碳弧焊等。这种方法操作简单、成本低,且适用范围广。然而,如果操作不当或参数设置不合理,可能会导致焊缝不均匀、有气孔或夹渣等缺陷
气焊:
焊缝较宽且平整,焊缝表面光滑,焊珠较圆滑。适用于薄板和厚板,熔深较大,但气焊的热影响区较大,焊接速度较慢的话可能导致焊缝的强度和韧性不足。
激光焊:焊缝窄而深,焊缝表面光滑且精细。这种方法具有热影响区小、焊缝细、焊接速度快等优点,特别适用于高精度焊接。间隙和对中精度要求严格,对裂纹较为敏感。
电阻焊:
点焊形成一个个焊点,缝焊形成连续的焊缝或一系列重叠的焊点。适用于薄板金属的焊接,但焊点或焊缝强度有限,不适合承受高负荷的结构件。
脉冲焊接:
焊缝呈跑道形,固相焊接,无热影响区,特别适用于铝-铜,铝-钢等异种材料。焊接条件要求较低,无需焊前、焊后热处理。高能量加载,毫秒级焊接,生产效率高。

